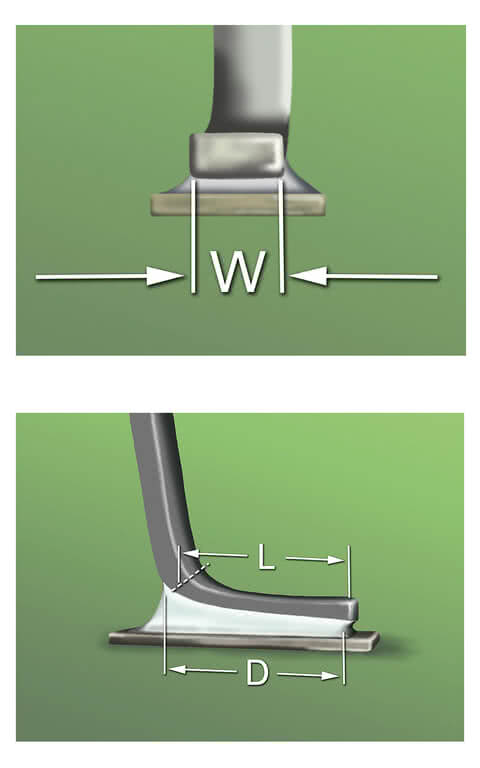
 如果引脚长度(L)小于三个焊盘宽度(W),则侧面(D)的焊点最小长度应为100%(L)。
如果引脚长度(L)小于三个焊盘宽度(W),则侧面(D)的焊点最小长度应为100%(L)。 只要遵守相关规范,表面贴装技术(SMT)即可轻松应用。
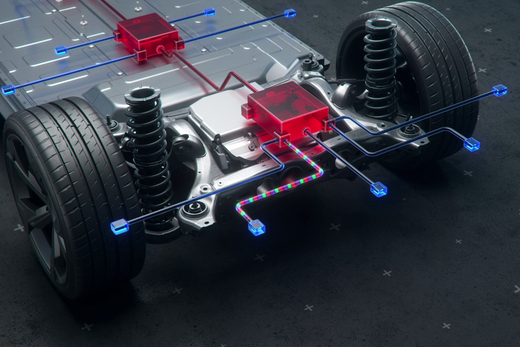
焊盘、焊点与焊膏必须相互匹配,方能形成符合IPC-A-610标准的焊点。 IPC-A-610 现已发展成为全球标准,因此连接器制造商也必须据此设计产品,以优化产品质量和可靠性。 因此,ept的新款SMT连接器Zero8在考虑公差链分析的基础上,按照IPC-A-610 G版标准设计为最高等级3。 IPC 3级代表高性能电子设备,此类设备必须杜绝故障。归入该等级的产品必须持续保证高性能和功能安全性,并确保不间断供电。
结合最佳润湿效果,焊点处使用的焊料量应仅使元件引脚的轮廓仍清晰可见。 液态焊料滴与基材之间的角度称为润湿角,该角度不得超过 90°。焊点表面必须呈凹形,并在待焊接的引脚处具有平缓过渡的边缘。最大尖端悬垂和侧面悬垂应选择在不会违反最小电气绝缘距离的前提下。 此外,侧向悬垂不得超过端子宽度的25%。成形脚长度、端子厚度及端子宽度取决于元件结构。
焊料在焊脚根部的覆盖范围应超过端子厚度,最小应延伸至外弯的中点,最大应延伸至上端弯折处。 引脚弯曲处不得填充焊料,且焊锡不得接触元件本体。焊点末端的最小宽度必须达到引脚宽度的75%。 侧面焊点的最小长度应与焊脚长度相等(当焊脚长度 < 3 × 焊盘宽度时),或等于或大于三个焊盘宽度(当焊脚长度 > 3 × 焊盘宽度时)。焊料的体积、表面张力以及可润湿面积的大小是决定月牙形焊点形状的关键因素。
此外,各表面应以切线曲线相互连接。这种凹形结构即被称为月牙形。就焊点的清洁度而言,焊点外部不得有焊料残留,且焊点本身必须干净且均匀。然而,在自动贴片机进行贴片或随后的
焊接过程中,总是可能出现错误。 这些缺陷可能表现为元件缺失或错位、元件变形或错位、元件引脚(Pins)未焊接或焊接不充分,
以及引脚之间的短路和污染。此时,自动光学检测(AOI)便发挥了作用。 该技术用于检测空白电路板、陶瓷基板、焊膏印刷、贴装过程,并监控焊接质量。
ept开发的SMT连接器不仅具备确保可靠焊接的最佳触点几何形状,还适用于自动光学检测。